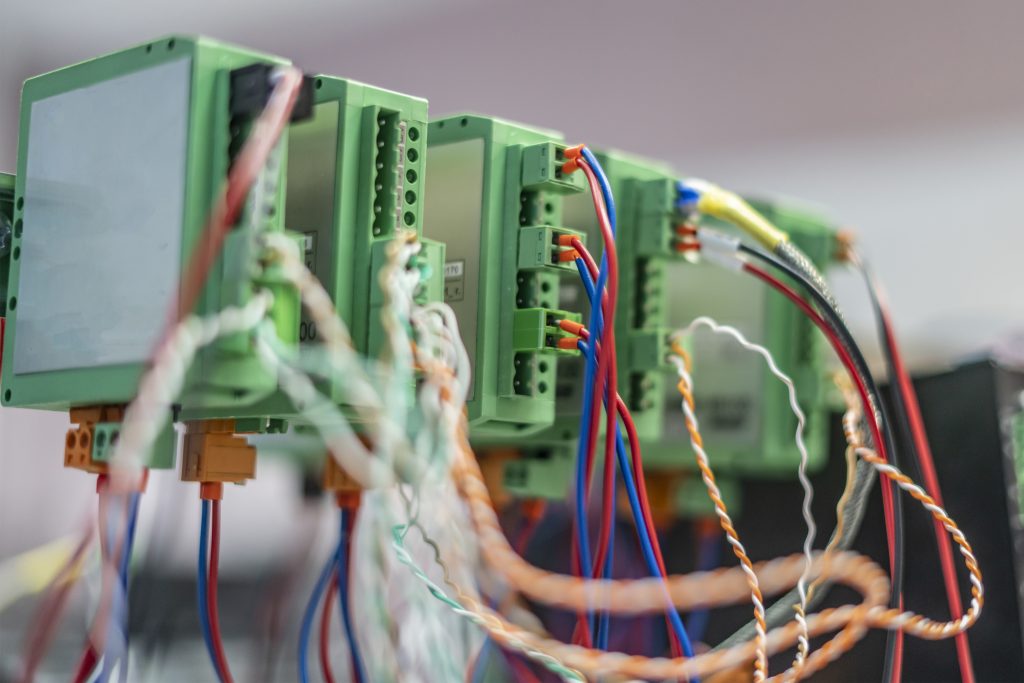
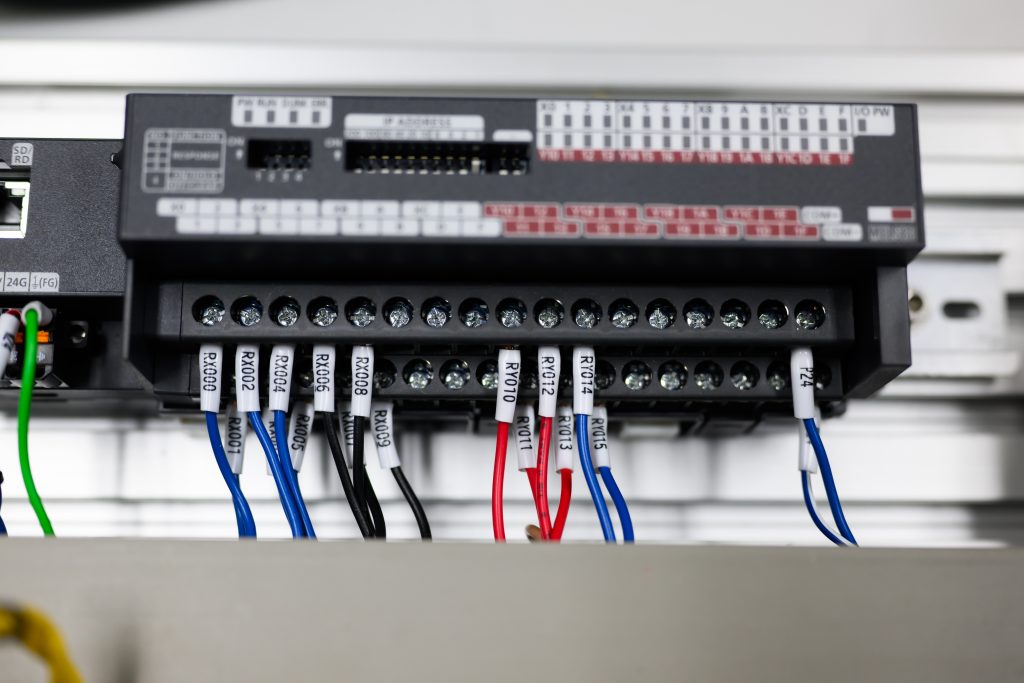
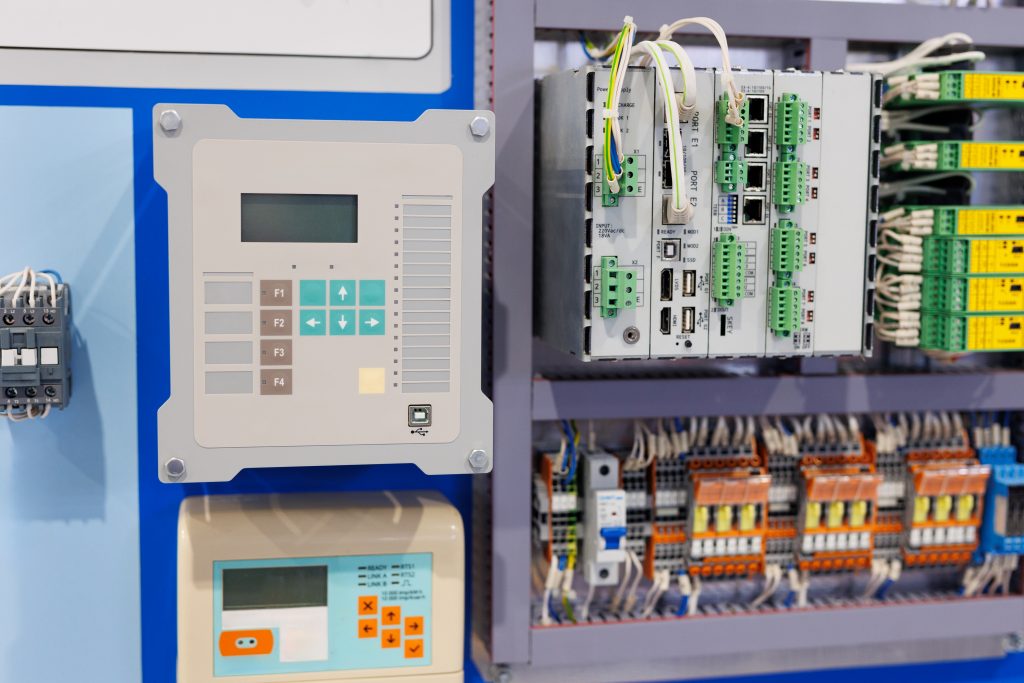
KLN触联技术在工业自动化设备中的应用 简要说明工业自动化设备对连接技术的效率与可靠性需求,引出KLN触联技术的适配性 行业背景与连接需求 工业自动化设备涵盖伺服驱动器、变频器、可编程逻辑控制器、工业交换机、人机界面等产品。这类设备在制造环节具有批量化的特点,装配线上接线工位的效率直接影响整线产出节拍。同时,设备出厂前需经过电气测试,接线质量的稳定性关系到测试通过率和后续现场运行的可靠性。在这类应用场景中,印制电路板与外部导线的连接点数量通常较多。一台中型伺服驱动器可能需要数十个接线位,变频器和交换机同样涉及密集的信号与电源连接。传统螺钉端子操作步骤多、单点耗时长,是装配效率提升的一个制约因素。 电气与机械参数 额定电流参数:24 A (IEC) / 20 A (UL) ; 额定电压参数:400 V (IEC) ,300 V (UL) ; 适用导线截面积:0.5mm²~2.5mm² (20-12AWG) ; 产品间距: 5.0mm ; 位数:2~24位(Pin); 产品间距: 5.0mm ;位数:2~24位(Pin);支持自动化接线:是(直线插入动作)退线操作:按压复位按钮释放导线连接确认:锁止声响 + 指示件抬升 适用场景 伺服驱动器:伺服驱动器通常包含主回路电源输入、电机动力输出、控制信号接口等多个接线区域。主回路接线采用较大截面积导线,信号回路则使用较细导线。KLN触联技术覆盖的0.5mm²至2.5mm²线径范围可同时满足控制信号线和部分动力线的连接需求。在装配过程中,操作人员剥线后直接插入,内部弹性机构自动夹紧,免除了套冷压端子和压接工序。装配完成后,质检人员通过观察指示件位置和回听锁止声响,可快速确认连接状态,无需逐点用工具检查。变频器:变频器的接线包括电源输入、电机输出、制动电阻连接以及控制端子排等。控制端子排的点位密度较高,传统螺钉端子在该区域操作空间受限。KLN触联技术的直插操作无需为螺丝刀预留旋拧空间,在紧凑的端子排布中作业更为便利。此外,变频器在运行中伴有振动,弹性补偿结构可维持接触压力的稳定,降低因振动导致连接松动的可能性。工业交换机与HMI:工业交换机和HMI设备的接线以信号线为主,线径较细。这些设备的面板空间有限,端子尺寸和操作便利性是选型考虑因素。KLN触联技术5.0mm针距的紧凑设计适应该类产品的空间要求,按压式退线功能在设备维护时无需工具,方便现场更换模块。装配效率分析:以一个包含200个接线点的工业控制柜为例,传统螺钉端子单点耗时约30秒,接线环节累计约100分钟。采用KLN触联技术后,单点操作时间约3秒,同样200点位耗时约10分钟。在批量生产场景下,该时间差乘以设备台数形成可观的工时节约。 技术支持服务 Rewin可依据客户应用场景提供定制化开发支持,包括连接方案设计、颜色定制、壳体印字等内容。同时提供产品技术参数数据及样品试用服务。 技术优势总结 在工业自动化领域,KLN触联技术的价值主要体现在:缩短单点接线时间,降低批量装配的工时成本;双重物理反馈提高连接确认效率,减少质检环节耗时;直插式动作和免工具操作适应端子密集排布的空间条件;弹性补偿结构对振动环境的适应性。